1. A gumilemez vastagság egyenletességének optimalizálása
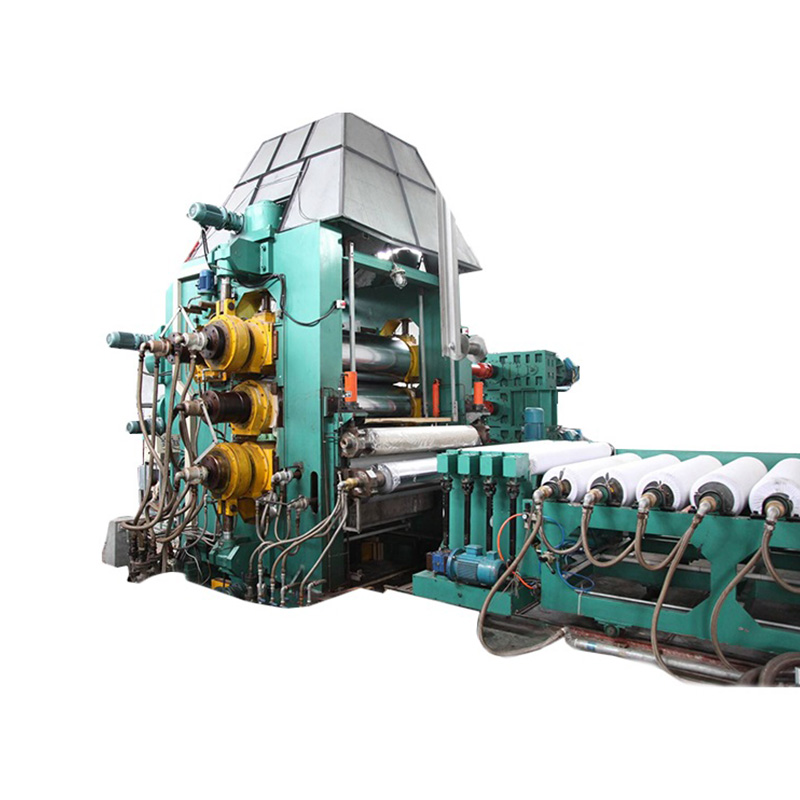
Gumi kalander gépek széles körben használják precíz vastagságú lemezek előállítására. Az egyenletesség fokozása érdekében a kezelőknek figyelembe kell venniük a görgőközök beállítását, a gumikeverék viszkozitását és a hőmérséklet szabályozását. Az egyenetlen melegítés vastagságváltozást okozhat a lemez szélessége mentén, míg az inkonzisztens hengernyomás az élek vastagodásához vezet.
A vastagságmérő valós idejű használata jelentősen csökkentheti a hibákat. Egyes modern kalanderek lézeralapú vastagság-ellenőrző rendszereket integrálnak, lehetővé téve az automatikus görgőközök beállítását, hogy a lemezvastagságot még nagy gyártási sebesség mellett is megőrizzék.
2. Hengeres felületkezelés és hatásai a gumi minőségére
A kalanderhengerek felületi minősége közvetlenül befolyásolja a gumilemez minőségét. A polírozott krómozott hengerek minimalizálják a ragadást és simább felületet biztosítanak, míg a texturált hengerek speciális felületi mintákat hozhatnak létre. A rendszeres karbantartás, beleértve a polírozást és a tisztítást, megakadályozza az anyag felhalmozódását és egyenletes kalanderezést biztosít.
- Krómozott hengerek: Csökkenti a tapadást és javítja a fényességet.
- Texturált hengerek: Mintás lapokhoz vagy dombornyomott termékekhez használják.
- Kerámia bevonatú görgők: Fokozza a kopásállóságot a nagy kopásállóságú gumikeverékeknél.
3. Hőmérséklet-kezelés a kalanderezésben
A hőmérséklet-szabályozás kritikus fontosságú a gumi kalanderezésben, mivel befolyásolja a viszkozitást és a lemez áramlását. A gumikeverékek általában 60 °C és 120 °C közötti hengerhőmérsékletet igényelnek. A túlmelegedés tönkreteheti a polimer láncokat, míg az elégtelen hőmérséklet rossz folyáshoz és egyenetlen lemezekhez vezet.
A modern kalanderek minden hengerhez külön fűtési zónát és beépített hőelemeket használnak a pontos ellenőrzés érdekében. Egyes rendszerek automatikus visszacsatoló hurkokat is alkalmaznak az optimális hőmérséklet fenntartása érdekében, még akkor is, ha a gyártási sebesség változik.
4. Többgörgős naptár konfigurációk
Gumi kalander gépek Az alkalmazástól függően két, három vagy négy görgős lehet. Mindegyik konfiguráció más célt szolgál:
| Henger típusa | Funkció | Alkalmazás |
| Kétgörgős | Alaplapformázás | Szabványos gumilapok |
| Háromgörgős | Jobb vastagságszabályozás és feszültségkezelés | Nagy pontosságú lapok gumiabroncsokhoz vagy hevederekhez |
| Négygörgős | Fejlett feszítés és többrétegű laminátumok | Laminált lemezek, speciális gumi termékek |
5. A gyakori hibák hibaelhárítása
A kalanderezett gumi olyan hibákat mutathat, mint a csíkok, buborékok és az élek megvastagodása. A kiváltó okok megértése elengedhetetlen a minőség megőrzéséhez.
- Csíkok: Gyakran szennyeződés vagy egyenetlen görgőfelület okozza.
- Buborékok: A keverékben rekedt levegő vagy túlzott görgősebesség miatt keletkezhetnek.
- Élvastagodás: Nem megfelelő hengerrés vagy adagolás közbeni egyenetlen feszültség okozza.
A rutinszerű ellenőrzés, tisztítás és görgőparaméterek beállítása csökkentheti ezeket a problémákat. A soron belüli felügyeleti rendszerek megvalósítása tovább javítja a hibaészlelést, mielőtt a lapok elérnék a későbbi folyamatokat.